
- home
- Dekarbonisierung
- News
- 2026
- 2025
- 32 PTS Streicherei Symposium 2025
- International Paper Technology Conference 2025
- Zellcheming Expo 2025
- Erster Ogumazer in Europa
- Neue Projekte zur Filzwäsche
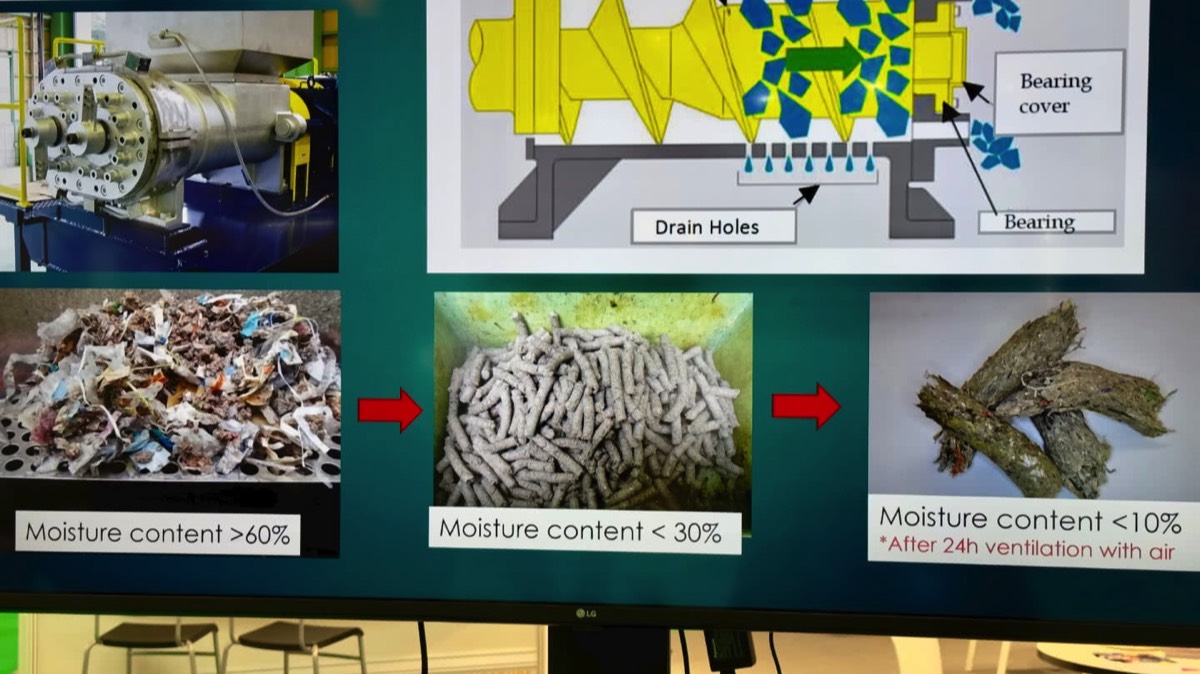
- Spuckstoff zu Brennstoff
- Verringerung Dampfverbrauch
- Energieeinsparung
- 33. IMPS 2025
- Düsendurchmesser 200µm
- Inbetriebnahme neuer Randtrockner
- Bivalenter Betrieb der Trocknung
- Dekarbonisierung der Trocknung
- Neues Projekt für Farben von Steiner
- Polizeifilter von Klass
- Wie langsam ist Wärme?
- Neue Projekte für Klass Filter
- Inbetriebnahme einer Strichtrocknung mit Compact Engineering
- BM Green Cooling ist neuer Partner
- 2024
- 10 Jahre ProcSim
- Hochschule München
- Spooner wird neuer Partner
- ATIP 2024 Paris
- 40 Jahre in der Papierindustrie
- Technologiekring 2024
- Physics and Application of infrared emitters
- Dekarbonisierung der Trocknung Teil 1
- Regionaltagung Süd 2024 des Zellcheming und VPM
- Unsere Fachartikel im Wochenblatt
- Symposium der Papieringenieure 2024
- Exkursion 2024 der Münchner Studierenden
- Neues Projekt für Spuckstoffbehandlung
- ProcSim ist neuer Partner
- AutomationX ist neuer Partner
- wolf heilmann GmbH
- Zellcheming Expo 2024
- WiPa ist neuer Partner
- Klass Filter ist neuer Partner
- Meisterfeier
- Kooperation mit Propakma
- 32. IMPS 2024
- Neuer Auftrag für Randtrocknung für Compact Engineering
- Neuer Auftrag für Strichtrocknung für Compact Engineering
- 2023
- 2022
- 2021
- Abschlussexkursion 2021 der Papierstudenten der DHBW Karlsruhe
- Exkursion der Dresdner Studierenden
- SPaper 2021 Zaragoza
- Projekte Strichtrocknung
- Betriebsversuch ohne Sonnenbrand
- Eine weitere Containerboardmaschine erfolgreiche auf die Filzwäsche von NCR umgestellt
- Bentonit als Störstofffänger
- Zellcheming Virtual Days
- 2020
- 2019
- 2018
- 2017
- 2016
- Termine
- Partner
- Unsere Produkte
- Anwendungen
- Beratung
- Downloads
- Über Uns
- Impressum
- Sitemap
+49-821-455 12 38
Dekarbonisierung und Energieeinsparung - Unsere Unterstützung Ihrer Zukunftsfähigkeit
Sie können bereits heute beginnen - wir haben alle Bausteine.
Mit den ersten drei Schritten reduzieren wir Ihren Verbrauch an fossilen Brennstoffen um 20% bis 40%
Wir ermöglichen bereits heute den bivalenten Einsatz ihrer Maschinen. Nachts und am Wochenende werden Sie bezahlt, Strom aus dem Netz zu nehmen! Sie entscheiden, wie viel Ihrer Trocknung fossil und wie viel mit Erneuerbaren erfolgt. Und können so Ihren Gewinn steigern.
Transformation der Papierindustrie
Wie alle Industrien, muss sich die Papierindustrie dem Klimawandel anpassen. Egal, was jeder einzelne von uns denkt: Klimawandel ist real. Die Grundlagen sind seit rund 200 Jahren bekannt, verfasst von dem Herrn Fourier, dem wir heute alles anvertrauen - was schon wird heute ohne Fouriertransformation entwickelt?
Wir müssen also die Papierindustrie klimaneutral gestalten. Hier ist die Papierindustrie schon sehr viel weiter als in anderen Industrien. Papier selbst ist eine CO2-Senke. Wir müssen nun dafür sorgen, dass wir möglichst wenig Energie verbrauchen bei der Produktion des Papiers.
Wir müssen also die Papierindustrie klimaneutral gestalten. Hier ist die Papierindustrie schon sehr viel weiter als in anderen Industrien. Papier selbst ist eine CO2-Senke. Wir müssen nun dafür sorgen, dass wir möglichst wenig Energie verbrauchen bei der Produktion des Papiers.
Der größte Teil der Energie einer Papierfabrik wird für die Trocknung aufgewendet - 65% bis 75% des typischen Energieverbrauchs einer Papierfabrik. Dank an Prof. Jürgen Belle, der bei der Regionalgruppentagung Süd darauf verwies, wo wir als erstes den Hebel ansetzen müssen.
Wir können Ihnen verschiedene Maßnahmen zur Verringerung Ihres Karbonfußabdruck anbieten. Sei es, in dem wir Ihnen helfen, die Energieeffizienz zu verbessern, die spezifische Energie zu verringern, oder fossile Energien durch Erneuerbare zu ersetzen.
Wir können Ihnen verschiedene Maßnahmen zur Verringerung Ihres Karbonfußabdruck anbieten. Sei es, in dem wir Ihnen helfen, die Energieeffizienz zu verbessern, die spezifische Energie zu verringern, oder fossile Energien durch Erneuerbare zu ersetzen.

Opportunities and Future Challenges in Green Low Carbon Transformation for European Papermaking Enterprises
International Paper Technology Conference
Shanghai, 14. August 2025
Wir waren eingeladen worden bei der International Paper Technology Conference vorzutragen, wie bereits vor 9 Jahren.
Vermutlich wurden wir ausgewählt, weil wir uns in diese Thema auskennen, gleichzeitig aber auch China und die chinesische Papierindustrie gut kennen. Und wissen, was chinesische Papiermacher erwarten von einem europäischen Sprecher.
Vermutlich wurden wir ausgewählt, weil wir uns in diese Thema auskennen, gleichzeitig aber auch China und die chinesische Papierindustrie gut kennen. Und wissen, was chinesische Papiermacher erwarten von einem europäischen Sprecher.
Dieses Mal trugen wir remote vor. Aber erstaunlicherweise kam bereits eine knappe Stunde nach dem Vortrag bekamen wir die ersten Rückmeldungen. Durchgehend positiv.
Es scheint die chinesischen Papiermacher zu interessieren, wie das zweitgrößte System zur Reduzierung des CO2-Ausstosses funktioniert, und welche Möglichkeiten europäische Papierfabriken bestehen sich auf erneuerbare Energien einzustellen.
Es scheint die chinesischen Papiermacher zu interessieren, wie das zweitgrößte System zur Reduzierung des CO2-Ausstosses funktioniert, und welche Möglichkeiten europäische Papierfabriken bestehen sich auf erneuerbare Energien einzustellen.
Ersatz von fossilen durch potenziell erneuerbare Energien
Hier können wir Ihnen die Konzepte von Compact Engineering anbieten. Und es betrifft nicht nur die Fabriken, die mit Gas den Strich trocknen, und hier auf elektrische Infrarottrockner umstellen können. Wobei gerade bei der Strichtrocknung elektrische Strahler einen wesentlichen technologischen Vorteil gegenüber gasbetriebenen haben, aber auch einen energetischen und auch von den Kosten sind sie trotz billigem Gas überlegen.
Eine gute Möglichkeit den Verbrauch an fossilen Energien zu verringern ist z.B. die Profilierung des Papiers und Kartons mit Infrarotstrahlern.
Bisher üblich ist, Papier und Karton zu übertrocknen, und dann mit Rückbefeuchtung ein glattes Profil zu erreichen. Dadurch verliert man Eineige Prozent an Produktionsgeschwindigkeit.
Energetisch viel wertvoller ist es, mit einem feuchten Papier an die energieeffizienten Infrarottrockner heranzufahren, und dann auf gleichmäßige Endfeuchte zu regeln. Anstatt zu übertrocknen, gewinnt man Produktionskapazität und verringert erheblich den spezifischen Energieverbrauch.
Bisher üblich ist, Papier und Karton zu übertrocknen, und dann mit Rückbefeuchtung ein glattes Profil zu erreichen. Dadurch verliert man Eineige Prozent an Produktionsgeschwindigkeit.
Energetisch viel wertvoller ist es, mit einem feuchten Papier an die energieeffizienten Infrarottrockner heranzufahren, und dann auf gleichmäßige Endfeuchte zu regeln. Anstatt zu übertrocknen, gewinnt man Produktionskapazität und verringert erheblich den spezifischen Energieverbrauch.
Profilregelung und Randtrocknung

Die Profilregelung von Compact Engineering ermöglicht es Ihnen bei gleichem Dampfverbrauch die Maschine vorzufahren. Der spezifische Verbrauch an fossiler Energie wird verringert. Gleichzeitig wird die Qualität des Papiers erheblich verbessert.
Außerdem können Sie bei verbessertem Profil die gleichen Papierqualitäten bei leicht verringertem Flächengewicht erreichen, was sowohl für Sie als auch Ihre Kunden ein großes Einsparpotenzial ergibt.
Außerdem können Sie bei verbessertem Profil die gleichen Papierqualitäten bei leicht verringertem Flächengewicht erreichen, was sowohl für Sie als auch Ihre Kunden ein großes Einsparpotenzial ergibt.
Eine Sonderform des Profilieren ist die Randtrocknung.
Bei vielen Maschinen wird heute Die Bahn breiter gefahren, als bei Auslegung der Maschine. Der Rand wird deshalb weniger getrocknet. Aufgrund der höheren Feuchte sind Sie in der Produktionsgeschwindigkeit begrenzt.
Hier bewirken Randtrockner wahre Wunder. Sehr häufig kann man die Maschine um 10% oder 20% nach vorne fahren. Zwar mit teurer Infrarotenergie. Aber der spezifische Dampfverbrauch sinkt erheblich, weil Sie mit gleichem Dampf nun sehr viel mehr Papier produzieren.
Und wenn es besonders gut läuft, haben Sie einen zusätzlichen Nutzen auf der Maschine.
Bei vielen Maschinen wird heute Die Bahn breiter gefahren, als bei Auslegung der Maschine. Der Rand wird deshalb weniger getrocknet. Aufgrund der höheren Feuchte sind Sie in der Produktionsgeschwindigkeit begrenzt.
Hier bewirken Randtrockner wahre Wunder. Sehr häufig kann man die Maschine um 10% oder 20% nach vorne fahren. Zwar mit teurer Infrarotenergie. Aber der spezifische Dampfverbrauch sinkt erheblich, weil Sie mit gleichem Dampf nun sehr viel mehr Papier produzieren.
Und wenn es besonders gut läuft, haben Sie einen zusätzlichen Nutzen auf der Maschine.
Strichtrocknung
Zum einen können wir Ihnen helfen, mit den Rheologiemodifikatoren von Baumeister einen höheren Auftragstrockengehalt zu fahren. Dadurch verringert sich der Trockenbedarf, um den Strich bis auf Immobilisationstrockengehalt zu bringen.
Aber wir unterstützen Sie, ihre gasbefeuerten Infrarottrockner durch elektrische zu ersetzen.
Aber wir unterstützen Sie, ihre gasbefeuerten Infrarottrockner durch elektrische zu ersetzen.
Diese trocknen im Gegensatz zu gasbefeuerten den Strich von der initialen Sedimentschicht aus. Dadurch benötigen Sie weniger Binder (was auch den Karbonfußabdruck verringert). Aber auch erheblich weniger Trockenenergie: die Penetration der flüssigen Phase in das Substrat wird erheblich verringert, und damit auch der Energieverbrauch um deren Wasser von den Fasern des Substrats zu lösen.
Ihr Gesamtenergieeinsatz zur Strichtrocknung wird verringert.
Ihr Gesamtenergieeinsatz zur Strichtrocknung wird verringert.

Verringerung des Energieeinsatzes in der Trocknung durch digitale Zwillinge
Dr.Peter Fisera ist seit langem als herausragender Trocknungsexperte bekannt, und befasst sich seine ganze Laufbahn mit der Optimierung der Trocknung. Um es dem Papiermacher, aber auch dem Zellstofferzeuger zu ermöglichen, mit weniger Energie mehr Wasser zu verdampfen.
Sein hervorragendes Wissen hat er in mathematische Modell gefasst, die die wesentlichen Trocknungsprozesse unserer Branche umfassen. Zellstofftrocknung, Papiertrocknung, Strichtrocknung sind die größten Energieverbraucher. Und wenn man hier nur wenige Prozente einspart, macht sich dies ganz schnell am Ergebnis eines Betriebs bemerkbar.
Sein hervorragendes Wissen hat er in mathematische Modell gefasst, die die wesentlichen Trocknungsprozesse unserer Branche umfassen. Zellstofftrocknung, Papiertrocknung, Strichtrocknung sind die größten Energieverbraucher. Und wenn man hier nur wenige Prozente einspart, macht sich dies ganz schnell am Ergebnis eines Betriebs bemerkbar.
Diese mathematischen Modelle hat er in digitale Zwillinge gewandelt. Diese beziehen Daten des Produktionsprozesses sowohl von Hard- als auch Softsensoren. Und berechnen parallel zur Produktion , welche Veränderungen sich unter geänderten Rahmenbedingungen ergeben. Hier kommt jetzt das geniale Wissen von Peter Fisera zum tragen, dass aus den Messwerten voraussagen kann, wie sich deren Änderung auf das Ergebnis auswirkt..
Und schon werden präzise bestimmte Sollwerte verschoben, bevor der Bediener überhaupt realisieren kann, dass dies erforderlich ist..
Das Resultat sind Dampfeinsparungen zwischen 2% und 8% bei der Trocknung von Papier und Karton.
Dies für sehr kleines Geld und einer Amortisationsdauer zwischen 3 und 12 Monaten.
Und schon werden präzise bestimmte Sollwerte verschoben, bevor der Bediener überhaupt realisieren kann, dass dies erforderlich ist..
Das Resultat sind Dampfeinsparungen zwischen 2% und 8% bei der Trocknung von Papier und Karton.
Dies für sehr kleines Geld und einer Amortisationsdauer zwischen 3 und 12 Monaten.
Verringerung des Energieeinsatzes durch vorauseilende Automation
Theoretische mathematische Modelle funktionieren auch in der Praxis hervorragend, wenn sie von Experten umgesetzt werden. AutomationX entwickelt Maschinensteuerungen. Und setzt die theoretischen Modelle in Maschinencode um.
Und stellen sicher, dass innerhalb kürzester zeit die maximal mögliche Anzahl von Alternativen durchgespielt werden. Und welche Resultate sich bei der Änderung einer der Sollwerte ergeben wird.
Wird eine Alternative erkannt, verändert AutomationX nun den entsprechenden Sollwert.
Und stellen sicher, dass innerhalb kürzester zeit die maximal mögliche Anzahl von Alternativen durchgespielt werden. Und welche Resultate sich bei der Änderung einer der Sollwerte ergeben wird.
Wird eine Alternative erkannt, verändert AutomationX nun den entsprechenden Sollwert.
Dabei greift die Steuerung von AutomationX über die Remotefunktion auf die Steuerung der Papiermaschine zu. Führt den gleichen Befehl aus, den der Maschinenführer vielleicht eine Viertelstunde später selber ausführen würde.
Dieser kann aber nicht alle Parameter der Papiermaschine permanent bewerten.
Die Steuerung von AutomationX kann dies.
Vor allem sehr schnell.
Und unabhängig vom Arbeitsaufwand des Maschinenführers kalkuliert sie rasend schnell alle Möglichkeiten aus. Und findet die Einstellungen, die bei der zu produzierenden Papiersorte und den Randnbedingungen die optimale ist.
Dampfeinsparungen von bis zu 8% wurden bereits realisiert.
Dieser kann aber nicht alle Parameter der Papiermaschine permanent bewerten.
Die Steuerung von AutomationX kann dies.
Vor allem sehr schnell.
Und unabhängig vom Arbeitsaufwand des Maschinenführers kalkuliert sie rasend schnell alle Möglichkeiten aus. Und findet die Einstellungen, die bei der zu produzierenden Papiersorte und den Randnbedingungen die optimale ist.
Dampfeinsparungen von bis zu 8% wurden bereits realisiert.
Dampferzeugung mit Wärmepumpen
Die Wärmepumpen von BM Green Cooling erhitzen äußerst energieeffizient Wasser wahlweise auf 110°C, 130°C oder 155°C. Damit lässt sich der Dampfbedarf vieler Papierfabriken abdecken.
Die Energie wird zum Beispiel aus der Abwasser-, der Schaltraumkühlung oder der Hallenklimatisierung gewonnen, und so das Kondensat wieder zu brauchbarem Dampf gewandelt.
Die Energie wird zum Beispiel aus der Abwasser-, der Schaltraumkühlung oder der Hallenklimatisierung gewonnen, und so das Kondensat wieder zu brauchbarem Dampf gewandelt.
Je niedriger der benötigte Temperaturanstieg, desto mehr Energie wird gewonnen. Der elektrische Verbrauch wird so gehobelt - ein vielfaches der eingesetzten Energie wird als Dampf umgesetzt.
Für spezielle Anwendungen gibt es auch Wärmepumpen bis 220°C Dampftemperatur, allerdings werden so hohe Dampfdrücke in den wenigsten Papierfabriken benötigt.
Für spezielle Anwendungen gibt es auch Wärmepumpen bis 220°C Dampftemperatur, allerdings werden so hohe Dampfdrücke in den wenigsten Papierfabriken benötigt.
Abwasserkühlung mit direkter Wärmerückgewinnung
Die Einleittemperaturen des Abwassers werden mehr und mehr zum Problem - vor allem im Sommer wird es sehr kritisch.
BM Green Cooling hat sehr energieeffiziente Kühlungen entwickelt - schließlich ist dies die Kernkompentenz von BM Green Cooling
BM Green Cooling hat sehr energieeffiziente Kühlungen entwickelt - schließlich ist dies die Kernkompentenz von BM Green Cooling
Anstatt Schalträume oder Hallen zu kühlen, kann man auch das Abwasser kühlen. So dass die Einleitung immer den gesetzlichen Vorgaben entspricht. Gleichzeitig kann die gewonnene Wärme wieder dem Produktionsprozess zugeführt werden, so dass man sich hier fossile Energie sparen kann.
Verringerung des Energieverbrauchs
durch höheren Trockengehalt nach der Presse
Viele Dinge bestimmen den Wassergehalt nach der Presse, vor Einlauf in die Trockenpartie. Als erstes natürlich das Pressenkonzept, das aber meist vorgegeben ist.
Wichtiger ist aber der Filz, das primäre Entwässerungselement in der Presse. Hier macht sich der Papiermacher und sein Zulieferant Gedanken, wie der Filz ausgelegt werden muss, damit Papierqualität, aber auch -qualität stimmen.
Wir können hier mit unserer Filzwäsche unterstützen, in dem wir die Entwässerungsfähigkeit des Filzes optimieren - einfach dass wir verhindern, dass sich Verschmutzungen festsetzen können.
Wichtiger ist aber der Filz, das primäre Entwässerungselement in der Presse. Hier macht sich der Papiermacher und sein Zulieferant Gedanken, wie der Filz ausgelegt werden muss, damit Papierqualität, aber auch -qualität stimmen.
Wir können hier mit unserer Filzwäsche unterstützen, in dem wir die Entwässerungsfähigkeit des Filzes optimieren - einfach dass wir verhindern, dass sich Verschmutzungen festsetzen können.
Durch regelmässiges Waschen bei der Produktion bleibt die Entwässerung über lange Zeit auf einem sehr hohen Niveau.
Dabei waschen unsere Kunden bei laufender Produktion. Weniger Reinigungsstillstände sind erforderlich, dies trägt zur Verringerung des spezifischen Energiebedarfs bei. Typischerweise entwässert ein perfekter Filz besser - und eure ein Viertel Prozent höherer Trockengehalt verringert den Energiebedarf in der Trockenpartie um ein Prozent.
Leichter und günstiger als durch sehr gute Filzwäsche bei laufender Produktion können Sie kein Geld verdienen - durch Verringerung Ihres Energieverbrauchs.
Dabei waschen unsere Kunden bei laufender Produktion. Weniger Reinigungsstillstände sind erforderlich, dies trägt zur Verringerung des spezifischen Energiebedarfs bei. Typischerweise entwässert ein perfekter Filz besser - und eure ein Viertel Prozent höherer Trockengehalt verringert den Energiebedarf in der Trockenpartie um ein Prozent.
Leichter und günstiger als durch sehr gute Filzwäsche bei laufender Produktion können Sie kein Geld verdienen - durch Verringerung Ihres Energieverbrauchs.
Die optimierte Filzwäsche bei laufender Produktion kann den Trockengehalt nach der Presse um über 1% erhöhen - dies sind Werte, die in der Praxis erreicht wurden und werden.
Für Sie bedeutet das nicht nur eine gleichmässigere Produktion bei verbesserter Papierqualität.
Sondern auch eine Dampfeinsparung bis zu 5% in der Trockenpartie.
Und eine Verringerung des Gesamtenergieverbrauches ihrer Papierfabrik von 2% bis 3%.
Besser können Sie kein Geld verdienen.
Für Sie bedeutet das nicht nur eine gleichmässigere Produktion bei verbesserter Papierqualität.
Sondern auch eine Dampfeinsparung bis zu 5% in der Trockenpartie.
Und eine Verringerung des Gesamtenergieverbrauches ihrer Papierfabrik von 2% bis 3%.
Besser können Sie kein Geld verdienen.
Verringerung des Energieverbrauchs
durch verbesserte Entwässerung auf dem Sieb und im Filz

Bentonite werden von Aquatan primär dafür eingesetzt, den Störstoffe ihre schädlichen Eigenschaften zu nehmen. Dies geschieht dadurch, dass die Bentonite die Störstoffe kaschieren und an die Faser andocken - so dass sie keinerlei störende Wirkung mehr verursachen.
Störstoffe binden meist das Wasser, haben eine Hydrathülle, und damit gutes Wasserrückhaltevermögen. Werden sie aber kaschiert, können sie das Wasser nicht mehr zurückhalten - der Stoff lässt sich auf dem Sieb sehr viel leichter entwässern.
Störstoffe binden meist das Wasser, haben eine Hydrathülle, und damit gutes Wasserrückhaltevermögen. Werden sie aber kaschiert, können sie das Wasser nicht mehr zurückhalten - der Stoff lässt sich auf dem Sieb sehr viel leichter entwässern.
So kommt das Papier mit einem höheren Trockengehalt auf den Pressfilz.
Auch hier tut sich der Papiermacher sehr viel leichter, weil die Bentonite die Entwässerung beschleunigen.
Gleichzeitig verhindern sie, dass sich der Filz mit Störstoffen zusetzt.
Ein gesteigerter Trockengehalt ist die Folge. Und für die gleiche Tonnage benötigen Sie jetzt weniger Dampf. Der meistens mit fossilen Brennstoffen erzeugt werden muss.
Auch hier tut sich der Papiermacher sehr viel leichter, weil die Bentonite die Entwässerung beschleunigen.
Gleichzeitig verhindern sie, dass sich der Filz mit Störstoffen zusetzt.
Ein gesteigerter Trockengehalt ist die Folge. Und für die gleiche Tonnage benötigen Sie jetzt weniger Dampf. Der meistens mit fossilen Brennstoffen erzeugt werden muss.
Zusätzlich reinigen Bentonite kontinuierlich die Rohrleitungen durch sanfte Abrasion. Dies führt zu verringerten Pumpwiderständen, und damit geringerer Pumpleistung. Die Unterschiede liegen nur bei Bruchteilen von Prozent - aber Kleinvieh macht auch Mist.
Ein wesentlicher Vorteil, neben der erheblich verbesserten Runnability der Papiermaschine, die Ihnen sehr viel Downtime der Maschine erspart, und vor allem gleichmässigeres Papier produzieren lässt:
In der Praxis wurde festgestellt, dass der Trockengehalt nach der Presse um bis zu 1% steigt.
Für Sie bedeutet dies, 2% bis 4% geringerer Dampfverbrauch bei gleicher Produktion.
Und die Verringerung des Gesamtenergieverbrauches Ihrer Fabrik um 1% bis 2%.
So dass Sie durch Energieeinsparung mehr Geld sparen als Sie für des Bentonit ausgeben.
In der Praxis wurde festgestellt, dass der Trockengehalt nach der Presse um bis zu 1% steigt.
Für Sie bedeutet dies, 2% bis 4% geringerer Dampfverbrauch bei gleicher Produktion.
Und die Verringerung des Gesamtenergieverbrauches Ihrer Fabrik um 1% bis 2%.
So dass Sie durch Energieeinsparung mehr Geld sparen als Sie für des Bentonit ausgeben.
Verringerung des Energieverbrauchs
durch verbesserte Entwässerung auf dem Sieb
Durch Verwendung spezieller Entlüfter erreichten unsere Kunden eine bessere Entwässerung auf dem Sieb. Ein Kunde erreichte mit unserem Biofoam eine 6,5% höhere Produktionsgeschwindigkeit im Vergleich zu seinem bisherigen Entlüfter.
Je nach Konzeption des Entlüfters wird die flüssige Phase des Stoffs besser entspannt. Dadurch verbessert sich das Fließvermögen des Wassers, die Viskosität verringert sich. Auch wird vermutlich die Wasserstoffbrückenbindung geringfügig abgeschirmt.
Unser Kunde erreichte einen höheren Trockengehalt vor der Leimpresse, der es ihm ermöglichte, die Maschine um 6,5% vorzufahren, bei identischem Dampfverbrauch.
Je nach Konzeption des Entlüfters wird die flüssige Phase des Stoffs besser entspannt. Dadurch verbessert sich das Fließvermögen des Wassers, die Viskosität verringert sich. Auch wird vermutlich die Wasserstoffbrückenbindung geringfügig abgeschirmt.
Unser Kunde erreichte einen höheren Trockengehalt vor der Leimpresse, der es ihm ermöglichte, die Maschine um 6,5% vorzufahren, bei identischem Dampfverbrauch.
Ein wesentlicher Grund der besseren Entwässerung war aber der geringere Luftgehalt, den der Kunde mit verringerter Dosierung erreichte. Auch sanken die Kosten für den Entlüftereinsatz.
Ein anderer Kunde, der einen anderen Entschäumer mit derselben chemischen Basis einsetzte, erreichte gegenüber seinem herkömmlichen Entlüfter auch eine Steigerung der Produktion um mehr als 5%, bei 40% niedrigerem Luftgehalt und durchschnittlich 40% niedrigerer Behandlungskosten.
Ein äußerst kostengünstiger Ansatz, um den spezifischen Dampfverbrauch zu reduzieren.
Ein anderer Kunde, der einen anderen Entschäumer mit derselben chemischen Basis einsetzte, erreichte gegenüber seinem herkömmlichen Entlüfter auch eine Steigerung der Produktion um mehr als 5%, bei 40% niedrigerem Luftgehalt und durchschnittlich 40% niedrigerer Behandlungskosten.
Ein äußerst kostengünstiger Ansatz, um den spezifischen Dampfverbrauch zu reduzieren.
Verringerung des Energieverbrauchs
durch optimierte Strichformulierungen
Die Trocknung von Strichen und Barrieren ist auch sehr energieaufwändig.
Neben der Kostenverringerung durch Austausch der gasbetriebenen Infrarotstrahler ist die Verringerung der Trocknungslast der wesentliche Schlüssel.
Den Trocknungsbedraf kann man am besten senken, wenn man die Differenz zwischen dem Feststoffgehalt beim Auftrag und dem Immobilisierungsfeststoffgehalt verringert.
Dieses Wasser muss mit Infrarottrockner getrocknet werden, um eine akzeptable Papierqualität und geringste Kosten durch verringerte Bindermigration zu erreichen.
Neben der Kostenverringerung durch Austausch der gasbetriebenen Infrarotstrahler ist die Verringerung der Trocknungslast der wesentliche Schlüssel.
Den Trocknungsbedraf kann man am besten senken, wenn man die Differenz zwischen dem Feststoffgehalt beim Auftrag und dem Immobilisierungsfeststoffgehalt verringert.
Dieses Wasser muss mit Infrarottrockner getrocknet werden, um eine akzeptable Papierqualität und geringste Kosten durch verringerte Bindermigration zu erreichen.
Die Wahl des richtigen Rheologiemodifikators erlaubt es, den Trockengehalt der Streichfarbe zu erhöhen, dabei dennoch die optimalen Fließeigenschaften beim Auftrag zu erreichen. Feststoffgehalten von 72% bis 75% sind darstellbar. Bei Immobilisierungsfestoffgehalten von 76% bis 80% müssen nur noch 4% bis 6% Wasser entfernt werden. Dies verringert die Last der Infrarottrockner um 30% bis 80% im Vergleich zu normalen Strichformulierungen, deren Rheologie mit Verdickern eingestellt wird.
Ein zusätzlicher Vorteil ist, dass mit weniger Wasser auch weniger Binder in das Substrat eindringen kann bevor die Bahn den Infrarottrockner erreicht.
Ein zusätzlicher Vorteil ist, dass mit weniger Wasser auch weniger Binder in das Substrat eindringen kann bevor die Bahn den Infrarottrockner erreicht.

Auf dem Bild unten sehen Sie unsere Kontaktdaten
