- home
- Dekarbonisierung
- News
- 2025
- Neue Projekte zur Filzwäsche
- Spuckstoff zu Brennstoff
- Verringerung Dampfverbrauch
- Energieeinsparung
- 33. IMPS 2025
- Düsendurchmesser 200µm
- Inbetriebnahme neuer Randtrockner
- Bivalenter Betrieb der Trocknung
- Dekarbonisierung der Trocknung
- Neues Projekt für Farben von Steiner
- Polizeifilter von Klass
- Wie langsam ist Wärme?
- Neue Projekte für Klass Filter
- Inbetriebnahme einer Strichtrocknung mit Compact Engineering
- BM Green Cooling ist neuer Partner
- 2024
- 10 Jahre ProcSim
- Hochschule München
- Spooner wird neuer Partner
- ATIP 2024 Paris
- 40 Jahre in der Papierindustrie
- Technologiekring 2024
- Physics and Application of infrared emitters
- Dekarbonisierung der Trocknung Teil 1
- Regionaltagung Süd 2024 des Zellcheming und VPM
- Unsere Fachartikel im Wochenblatt
- Symposium der Papieringenieure 2024
- Exkursion 2024 der Münchner Studierenden
- Neues Projekt für Spuckstoffbehandlung
- ProcSim ist neuer Partner
- AutomationX ist neuer Partner
- wolf heilmann GmbH
- Zellcheming Expo 2024
- WiPa ist neuer Partner
- Klass Filter ist neuer Partner
- Meisterfeier
- Kooperation mit Propakma
- 32. IMPS 2024
- Neuer Auftrag für Randtrocknung für Compact Engineering
- Neuer Auftrag für Strichtrocknung für Compact Engineering
- 2023
- 2022
- 2021
- Abschlussexkursion 2021 der Papierstudenten der DHBW Karlsruhe
- Exkursion der Dresdner Studierenden
- SPaper 2021 Zaragoza
- Projekte Strichtrocknung
- Betriebsversuch ohne Sonnenbrand
- Eine weitere Containerboardmaschine erfolgreiche auf die Filzwäsche von NCR umgestellt
- Bentonit als Störstofffänger
- Zellcheming Virtual Days
- 2020
- 2019
- 2018
- 2017
- 2016
- 2025
- Termine
- Partner
- Unsere Produkte
- Anwendungen
- Beratung
- Downloads
- Über Uns
- Impressum
- Sitemap
+49-821-455 12 38
Leistungssteigerung von Zellstofftrocknern
oder wie produziere ich 10% mehr mit minimalem Energieverbrauch
Auf dem Handy wirken die Schnappschüsse am besten im Querformat. Im Hochformat verpassen Sie wahrscheinlich das beste.

Ein Zellstofftrockner benötigt sehr viel Energie. Meistens wird nach der Presse mit Heißluft getrocknet. Diese wird in den meisten Fällen durch Gas oder Prozesswärme erzeugt.
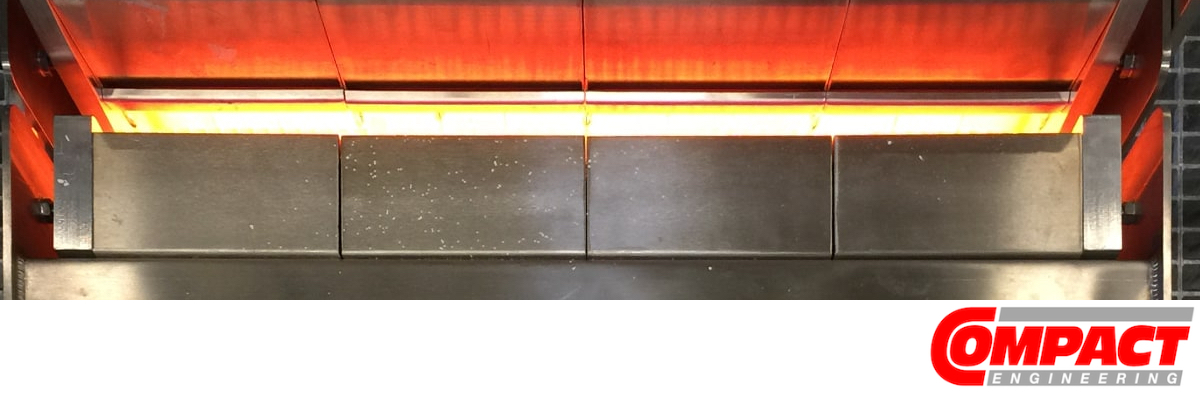
Wird zwischen die beiden Schuhpressen ein Infrarotstrahler von Compact Engineering gesetzt, kann damit die Zellstoffbahn komplett in z-Richtung durchwärmt werden. Es wird aber nicht versucht, das Wasser zu verdampfen, sondern Wasser und Zellstoff um rund 18°C zu erwärmen.
Wird zwischen die beiden Schuhpressen ein Infrarotstrahler von Compact Engineering gesetzt, kann damit die Zellstoffbahn komplett in z-Richtung durchwärmt werden. Es wird aber nicht versucht, das Wasser zu verdampfen, sondern Wasser und Zellstoff um rund 18°C zu erwärmen.
Die Erhöhung der Temperatur sollte in z-Richtung konstant sein, damit sich in der Trockenhaube das Wasser automatisch Richtung Oberfläche bewegt, die aufgrund der Verdampfungsenthalpie kühler ist.
Die Erhöhung der Temperatur steigert die Leistung des Zellstofftrockners erheblich.
Im zweiten Pressnip bietet das Wasser aufgrund höherer Temperatur und niedrigerer Viskosität geringeren Fließwiderstand und lässt sich sehr viel besser herauspressen.
Der Zellstoff bietet aufgrund der höheren Temperatur auch eine sehr viel höhere Flexibilität und kann so besser ausgepresst werden. Ein sehr großer Effekt ist aber die höhere Temperatur der Bahn beim Eintritt in die Trockenhaube: es wird sehr viel weniger Energie benötigt um die Bahn auf Verdampfungstemperatur zu bringen. Das Temperaturdifferential im Zellstoff erleichtert die Arbeit der heißen Luft.
Die Erhöhung der Temperatur steigert die Leistung des Zellstofftrockners erheblich.
Im zweiten Pressnip bietet das Wasser aufgrund höherer Temperatur und niedrigerer Viskosität geringeren Fließwiderstand und lässt sich sehr viel besser herauspressen.
Der Zellstoff bietet aufgrund der höheren Temperatur auch eine sehr viel höhere Flexibilität und kann so besser ausgepresst werden. Ein sehr großer Effekt ist aber die höhere Temperatur der Bahn beim Eintritt in die Trockenhaube: es wird sehr viel weniger Energie benötigt um die Bahn auf Verdampfungstemperatur zu bringen. Das Temperaturdifferential im Zellstoff erleichtert die Arbeit der heißen Luft.
Zusätzlich wird die Kühltluft der eNIR-Strahler - die normalerweise das verdampfte Wasser schon bei der Bestrahlung schnell abführt - bei diesem Einsatz benutzt und die Luft für die Trockenhaube auf höhere Temperatur zu bringen. Wir verwenden die hier nicht zum Verdampfen, da wir so viel Energie zur Erwärmung verwenden wollen und keine zur Verdampfung verschwenden.
Der wesentliche Effekt kommt durch die erheblich verbesserte Entwässerung im zweiten Nip erreicht - nach der Presse liegt der Trockengehalt 1% bis 2% höher als ohne Infrarot. Dies alleine verringert den Bedarf an Heißluft um 3% bis 8%.
Die zur Erwärmung der Luft benutzte Kühlluft der Infrarotstrahler brachte weitere 4% Verringerung des Dampfverbrauchs in der Trockenhaube.
Der wesentliche Effekt kommt durch die erheblich verbesserte Entwässerung im zweiten Nip erreicht - nach der Presse liegt der Trockengehalt 1% bis 2% höher als ohne Infrarot. Dies alleine verringert den Bedarf an Heißluft um 3% bis 8%.
Die zur Erwärmung der Luft benutzte Kühlluft der Infrarotstrahler brachte weitere 4% Verringerung des Dampfverbrauchs in der Trockenhaube.
Insgesamt kann mit minimalem Energieeinsatz die Leistung des Zellstofftrockners um 7,5% bis 12,5% gesteigert werden, je nach Zellstoffsorte,
Gleichzeitig wird der Trocknungsprozess teilweise dekarbonisiert - pro Tonne Zellstoff wird jetzt erheblich weniger Gas benötigt. Und Strom kann aus Erneuerbaren kommen.
Möglich ist dies, weil die eNIR-Strahler typischerweise pro kW doppelt so viel Wasser verdampfen wie die nächstbesten Strahler.
Und gleichzeitig vier mal so viel Wasser pro Quadratmeter Strahlerfläche verdampfen. Und so auch in beengten Räumen eingesetzt werden können.
Gleichzeitig wird der Trocknungsprozess teilweise dekarbonisiert - pro Tonne Zellstoff wird jetzt erheblich weniger Gas benötigt. Und Strom kann aus Erneuerbaren kommen.
Möglich ist dies, weil die eNIR-Strahler typischerweise pro kW doppelt so viel Wasser verdampfen wie die nächstbesten Strahler.
Und gleichzeitig vier mal so viel Wasser pro Quadratmeter Strahlerfläche verdampfen. Und so auch in beengten Räumen eingesetzt werden können.
Und heute können wir durch unsere Kooperation mit AutomationX und CF ProcSim noch größere Einsparungen bringen. Hier kann durch die digitalen Zwillinge von AutomationX und die Trocknungsalgorithmen von Peter Fisera weitere 5% Dampf eingespart werden.
Ein weiterer Schritt bei der Dekarbonisierung der Zellstoffproduktion.
Ein weiterer Schritt bei der Dekarbonisierung der Zellstoffproduktion.
Auf dem Bild unten sehen Sie unsere Kontaktdaten
Auf dem Handy wirken die Schnappschüsse am besten im Querformat. Im Hochformat verpassen Sie wahrscheinlich das beste.
+49-821-455 12 38
© 2024 wolf heilmann GmbH
Zellstofftrockner